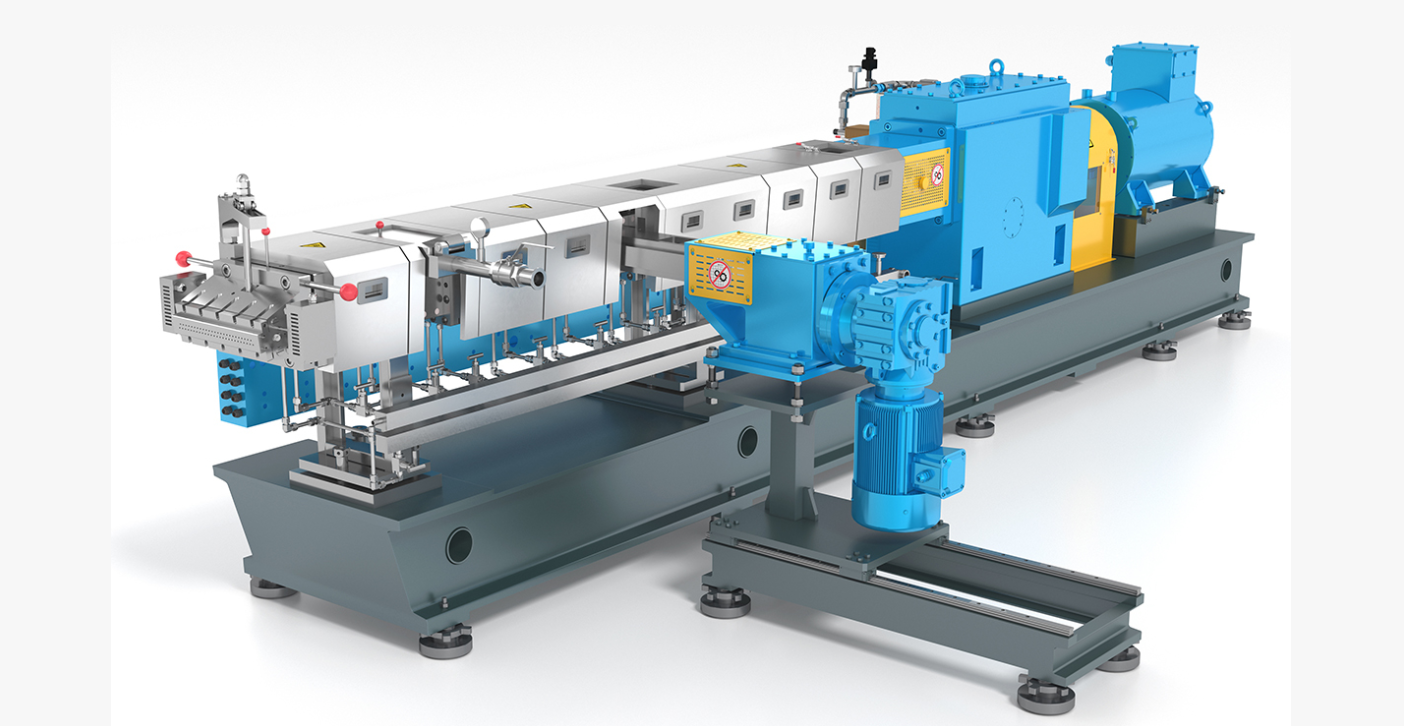
I plastik, gummi, sammensatte materialer og andre industrier påvirker produktionseffektiviteten og energiforbruget for ekstrudere med stor kapacitet direkte virksomhedens overskud. KTD-ekstruderproduktionslinie med stor kapacitet Opnå en perfekt balance mellem effektiv energibesparelse og langvarig stabil drift gennem innovativ design, intelligent kontrol og procesoptimering.
1. Tre kerneteknologier til effektiv energibesparelse
Højt drejningsmoment og lavenergiforbrugsskruedesign
Optimeret trådstruktur:
Vedtag barriere skrue eller dobbeltbølgeskuesdesign for at forbedre plastificeringseffektiviteten og reducere smeltetemperatursvingning (inden for ± 1 ° C).
Med ståltønder med høj allegeret øges slidstyrke med 3 gange, og udstyrets levetid forlænges.
Energibesparende effekt:
Energibesparelse på 15% ~ 25% sammenlignet med traditionelle ekstrudere (faktiske målte data).
Intelligent temperaturstyringssystem
Præcis segmenteret temperaturkontrol:
Uafhængig PID -temperaturstyringsmodul i 6 ~ 8 zoner, svarhastigheden steg med 50%.
Luftkølevandskøling af dobbelttilstand for at imødekomme forskellige materialekrav (såsom PVC kræver streng temperaturstyring).
Direkte drevmotoreknologi
Fjern reduktionsboksen:
Direkte drevskrue, transmissionseffektivitet når 98% (traditionel gearkasse er kun 90%).
Støj reduceres til under 75 decibel, der er egnede til rene workshops.
2. garanti for stabil produktion
Modulært design, praktisk vedligeholdelse
Nøglekomponenter (såsom skruer, opvarmningsringe) vedtager hurtig frigørelsesstruktur, og udskiftningstiden forkortes med 60%.
Onlineovervågningssystem advarer om abnormiteter såsom at bære vibrationer og motorbelastning i realtid.
Adaptivt fodringssystem
Juster fodringshastigheden automatisk i henhold til feedback til smeltepresset for at undgå "sult" eller "overbelastning".
Især egnet til genanvendte materialer eller stærkt fyldte materialer (såsom calciumcarbonatpåfyldning mere end 50%).
Intelligent stødabsorberende base
Den hydrauliske dæmpningsindretning absorberer 80% af vibrationen og beskytter grundlaget for fabrikken.
Kontinuerlig drift i 3000 timer uden offsetrekord.
3. vedligeholdelsespunkter for KTD-storkapacitets-ekstruderproduktionslinje
- Daglig vedligeholdelse (hver start/stopdrift)
Inspiration før start
Forbehandling af råmateriale: Sørg for, at plastiklerne er tørre og fri for urenheder for at undgå ustabil ekstrudering forårsaget af fugt eller fremmed stof.
Bekræftelse af udstyrsstatus: Kontroller, at skrue, tønde og matrice ikke er beskadiget, smøresystemet har tilstrækkelig olie, og varmesystemets temperaturstyringsinstrument er normalt.
Forvarmningsspecifikation: Indstil temperaturen i henhold til procestravene, og hold varmen i 10-20 minutter efter at have nået den indstillede værdi for at sikre ensartet opvarmning.
Overvågning under drift
Parametersporing: Vær opmærksom på aktuelle, tryk og temperaturdata i realtid, og juster eller luk straks ned, når det er unormalt.
Smøringshåndtering: Genopfylder regelmæssigt smøremidlets smøreolie og brug af fedt, der opfylder standarderne.
Rengøring af nedlukning
Fjernelse af resterende materiale: Brug rengøringsmaterialer eller specielle rengøringsmidler til at rense skruen og tønden for at forhindre karbonisering.
Vedligeholdelse af kølesystem: Når du slukker for opvarmningen, skal du vente, indtil temperaturen falder til et sikkert interval, før du slukker for strømmen for at undgå skader med høj temperatur på komponenterne.
- Regelmæssig vedligeholdelse
Omfattende adskillelse og inspektion af nøglekomponenter
Skrue og tønde: Kontroller, repareres eller udskift skruer med hårdt slid.
Transmissionssystem: Kontroller bælte/kædespænding, rent støv og olie, og juster sig til den bedste tilstand.
Elektrisk og temperaturstyringssystemkalibrering
Varmeelement: Test følsomheden af opvarmningsspoler og termoelementer, og udskift aldrende komponenter.
Instrumentkalibrering: Kalibrer regelmæssigt temperaturkontrolinstrumenter for at sikre datanøjagtighed.
Vedligeholdelse af kølesystem
Skala rengøring: Demonter kølevandsrørledningen, fjern skalaen på den indre væg for at forhindre blokering.
Forseglingsinspektion: Udskift rustne eller lækkende rør.
- Særlig vedligeholdelse af nøglekomponenter
Skruevedligeholdelse
Anti-deformationsopbevaring: Hæng eller læg fladt, når du er ude af brug i lang tid for at undgå buler og deformation.
Overfladebehandling: Påfør anti-rustfedt efter lukning for at forhindre oxidation.
Vedligeholdelse af reduktionsboks
Gear og lejer: Kontroller slid og udskift kvalificeret smøreolie.
Forsegling: Udskift olie-lækkende pakninger i tide.
Elektrisk sikkerhed
Linieinspektion: Spænd løse forbindelser for at forhindre funktionsfejl forårsaget af dårlig kontakt.
- Speciel scenariehåndtering
Pludselig strømafbrydelse: Efter at strømmen er gendannet, skal det genopvarmes til processtemperaturen og holdes varm for at undgå kold start og skade på skruen.
Håndtering af udenlandsk stof: Installer en magnetisk ramme på hopperen for at forhindre metalforureninger i at komme ind i tønden.

